برای مشاوره و استعلام قیمت با شماره ۰۹۱۲۶۰۳۳۷۱۰ تماس حاصل فرمایید (ساعت پاسخگویی 9 صبح تا 4 بعد از ظهر)
حرارت به سه طریق منتقل می شود : 1- هدایت. 2- جابجائی. 3- تشعشعی
کوره های زمینی اگر چه از قدمت زیادی برخوردار است و تکنولوژی ساخت کوره های جدید آن را تحت الشعاع قرار داده است، اما بایستی توجه داشت که در شرایط خاص استفاده از ان هنوز با اهمیت تلقی می شود. این کوره ها به علت سادگی ساخت ، سهولت شرایط کار ،ارزانی و کیفیت مذاب خوب تا به امروز در کارگاههای کوچک مورد استفاده قرار می گیرد.
امروزه به علت فراوانی انواع کوره ها با تکنولوژی پیشرفته تر از این نوع کوره ها فقط در تهیه فلزات وآلیاژ های غیر آهنی و به ندرت برای ذوب چدنها استفاده می شود.
اصولا برای طراحی کوره بایستی چند عامل را در نظر گرفت:
. ارتفاع کوره بایستی در حد اپتیمم باشد.یعنی حدی که بالاترین رانمان حرارتی و اقتصادی را دارا باشد. در تعیین ارتفاع بایستی حداقل ارتفاعی که بالاترین رانمان حرارتی را جهت ریخته گری بوجود آورد در نظر گرفته شود. .از آنجا ییکه قطر کوره های زمینی متفاوت است. و از طرفی ارتفاع کوره با قطر آن رابطه مستقیم دارد، بنابراین رابطه تجربی زیر را که تقریبا می تواند جوابگو باشد را می توان در نظر گرفت :
برای حفظ راندمان حرارتی کوره در بالاترین حد خود ؛ طراحان شرایطی را فراهم می آورند که حرارت بیشتر در کوره مستقر شده و کمتر تلف شود. برای اینکار در بیشتر موارد در حد فاصل بین انتعای ته بوته ای و حدود 25 سانتیمتر به دهانه کوره قطر داخلی کوره را بیشتر انتخاب می کنند. که در اینصورت کوره تقریباً به صورت خمره ای در می آید.
استقرار دهانه فارسونگ :
موقعی راندمان ریخته گری در رابطه با فارسونگ بالاترین حد خود را داراست که:
الف: امتداد لوله فارسونگ در ارتفاعی نصب گردد که حد فاصل بین ته بوته ای و بوته باشد.
ب: لوله فارسونگ طوری نصب گردد که امتداد آن حتی المقدور مماس با جداره کوره باشد. در غیر این صورت سوخت با برخورد به دیواره از سرعتش کاسته می شود و بدین ترتیب سوخت مایع که در اثر هوای دم به صورت پودر درآمده با برخورد به دیواره کوره به صورت قطره درآمده و سوخت کامل نخواهد بود
ج: استقرار لوله فارسونگ بایستی طوری باشد که با افق زاویه حدود 6 تا 10 درجه بسازد در این صورت شعله ای که در اثر سوخت بوجود می آید اولاً به بدنه برخورد نکرده تا باعث کاهش عمر جداره کوره شود ، ثانیاً شعله مستقیماً از کوره به بیرون راه نمی یابد.
قسمت های مختلف کوره زمینی
1 . بدنه استوانه ای فلزی:
با توجه به شرایط طراحی کوره می توان بدنه خارجی کوره را از ورق آهن به ضخامت 5 تا 10 میلی متر تهیه نمود. ته این بدنه استوانه ای نیز از جنس خودش بوده و بوسیله دریچه ای متحرک بازو بسته می گردد. ضمناً سوراخ کوچکی در یک گوشه دریچه پاین جهت خروج آشغال و شیره های ته کوره تعبیه گردیده است.ضخامت جداره کوره نبایستی از حد معینی(5 میلیمتر) کمتر باشد،زیرا ضخامت کمتر از این مقدار باعث تغییر شکل جداره در اثر گرما گردیده و در نتیجه باعث از هم پاشیدگی کوره خواهد شد.
2. جداره نسوز کوره:
امروزه نسوز کوره های زمینی را بیشتر آجرهای فرم تشکیل می دهد. نحوه چیدن آجرها از ته کوره تا دهانه آن بایستی با توجه به طراحی کوره انجام گیرد. در ضمن دهانه فارسونگ نیز آجر فرم مخصوص خود را دارد.ته کوره نیز از آجرهای نسوز حدود 3 سانتی متری می پوشانند و روی آن را با خاک نسوز با اندکی شیب به طرف سوراخ خروج آشغال ته کوره اندود می کنند.آجرهای شاموتی معمولاً مناسبترین دیر گداز و اقتصادی ترین آجرها برای ساخت کوره های زمینی می باشد. این آجرها در شرایط مذاب گیری این کوره ها عمر نسبتاً خوبی دارند. آنها دارای مقاومت در برابر شوک حرارتی خوبی بوده و نقطه زینتر بالایی دارند.
ترکیب آجرهای شاموتی عبارت است از: 25%- 45% و 55%-75%
3. دم کوره :
دم کوره عمل هوادهی به کوره را جهت کامل نمودن سوخت انجام می دهد. بنابراین برای کوره ای با ظرفیت معینی بایستی اندازه دم نیز مناسب هوادهی به کوره انتخاب گردد.
4. لوله فارسونگ:
لوله فارسونگ جهت رساندن سوخت به کوره داخل لوله دم نصب گردیده است، بطوریکه هوای دم در حین ورود به کوره سوخت را که بیشتر بصورت مایع است را به صورت پودر مانند کرده و به کوره می رساند تا احتراق به طور کامل انجام شود.
5. بوته های ذوب : ( جنس بوته ها)
جنس بوته ها که استفاده می کنند به شرح زیر است :
بوته های آهن خالص- بوته های فولادی- بوته های چدنی- بو ته های شاموتی- بوته های گرافیتی- بوته های سیلیکون کاربیدی- بوته های دیگر.
آهن خالص برای فلزاتی که نقطه ذوب کمتری نسبت به آهن دارند و خوردگی کمتری دارند- از بوته های آهنی برای ذوب موادی که نقطه ذوب آنها پائین تر از نقطه ذوب آهن خالص است (1539-1536درجه سانتیگراد) استفاده میکنند. منیزیم را در داخل این بوته ذوب می کنند، چون با بهترین آجر نسوز نمی توان منیزیم را ذوب کرد و دلیل آن نیز میل ترکیبی منیزیم با اکسیژن است که اکسیژن نسوز را جذب می کند و نسوز متخلخل می شود.
چون آهن بصورت خیلی خالص بندرت یافت می شود , بیشتر از این آهن استفاده می شود و خلوص آن 8/99% است و ناخالصی اش 2/0-1/0% می باشد. آهن خالص تجاری را در دنیا برخی از شرکتها از جمله شرکت آرمکو و وستینگ هاوس در آمریکا تولید می کنند که برای ذوب آلیاژهای با نقطه ذوب کم مثل روی , منیزیم , سرب و … از این ورقها بوته درست کرده (بوته یکپارچه)و استفاده می کنند (بوته را جوش نمی زنند بلکه آن را با پرس و گرم کاری شکل می دهند.)- از بوته های چدنی برای ذوب آلیاژهای روی , آلومینیوم و سایر آلیاژها با نقطه ذوب پائین استفاده می کنند به شرطی که مشکل آهن در آن آلیاژها وجود نداشته باشد . تجربه نشان می دهد مذاب Al و Zn , آهن را در خود حل می کنند، چون چدن دارای انتقال حرارت خوبی است (بدلیل گرافیتهای لایه ای) و ارزان ریخته گری می شود . در ایران بیشتر از بوته های چدنی استفاده می شود .
بوته های فولادی :
از بوته های فولادی برای ذوب آلیاژها با نقطه ذوب کم و آلیاژهائی که میل ترکیبی زیادی نسبت به اکسیژن دارند مثل آلیاژهای منیزیم که علاقه دارند اکسیژن مواد نسوز را جذب کنند , استفاده می کنند . فولادهای معمولی خوردگی بیشتری دارند و مذاب آلیاژهای مختلف تدریجاً آن را می خورند (یعنی بدنه را در خود حل می کنند).
بوته از جنس مواد نسوز دوام بیشتری در برابر پوسته پوسته شدن یعنی اکسید شدن دارد . آنالیز یک نوع فولاد نسوز عبارتست از 25% کرم و 20% نیکل و بقیه عناصر جزئی دیگر , از آلیاژهای دیگر نیز که قیمت آنها گران است بعنوان بوته می توان استفاده کرد , از جمله آلیاژ 50% کرم و 50% نیکل یا آلیاژ 50% کرم و 50% نیکل و کمی نیوبیوم Nb (که دوام و مقاومت خوبی دارد) .
بوته های گرافیتی :
همانطور که از نام این بوته ها پیداست , جنس این بوته ها از گرافیت می باشد . (می دانیم که کربن در طبیعت به سه صورت دیده می شود : 1) کربن بی شکل : این کربن شکل بلوری ندارد و به آن کربن آمورف نیز می گویند . این کربن در اثر حرارت در مجاورت اکسیژن , می سوزد و خاکستر از آن باقی می ماند. 2) کربن بصورت گرافیت : این نوع کربن بصورت بلوری (کریستالی) می باشد و بلوری آن طوری است که دارای صفحات لغزش است و این صفحات می توانند روی هم براحتی بلغزند . بهترین آنها گرافیت چرب نقره ای است . این گرافیت ماده نسوز است و نقطه ذوبی در حدود بیش از 3000 درجه سانتیگراد دارد گرافیت راسب (رسوب یافته) شده در حین انجماد در چدنهای خاکستری از این نوع است که از مذاب جدا شده . 3) کربن بصورت الماس : بلور این نوع کربن بصورت یک هشت وجهی است ولی رنگی و شفاف است و با سختی 10 موهس سخت ترین ماده در طبیعت می باشد .
بوته های گرافیتی بدلیل اینکه نقطه ذوب بالا داشته و گرافیت نیز علاوه بر نسوز بودن از انتقال حرارت زیادی نیز برخوردار است هدایت خوبی داشته و حرارت را از جداره خود به داخل بوته هدایت می کند .
طرز ساخت بوته های گرافیتی :
به این شکل است که گرافیت را همراه با کمی قیر و مواد چسبی آغشته کرده و با فشار زیاد پرس می کنند سپس آن را در مدت زمان طولانی در محیط بسته ای دور از هوا می پزند (دما در حدود 1600 درجه سانتیگراد) تا عمل تف جوشی (زینتر) روی آن انجام شود و به آرامی در کوره سرد می شود .
بوته های سیلیکون کاربید :
این نوع بوته ها از استحکام بیشتری برخوردارند و ماده سیلیکون کارباید در اثر حرارت , کمی منقبض و منبسط می شود و یکی از بهترین موادی است که به شوک حرارتی مقاوم است . برای ذوب چدن بیشتر از بوته های سیلیکون کاربیدی استفاده می شود .
بوته های شاموتی :
این بوته ها از خاک رس نسوز ساخته می شود . از ریختن رس نسوز در اثر حرارت اصطلاحاً شاموت به دست می آید . البته درجه نسوز بوته های شاموتی بستگی به درجه خلوص شاموت دارد . بهترین ماده شاموت آنست که پس از پخت , مقدار فازهای مولایت در حداکثر خود قرار گیرد (1800 0C . 3Al2O3 . 2SiO2).
مولایت نسوزی است که تا دمای 1800 0C می تواند دوام بیاورد , در ضمن از نظر مقاومت مکانیکی در دمای بالا نیز مناسب است . در بوته های شاموتی آلیاژهای غیر آهنی و بندرت چدن ذوب می شود . معمولاً دوام بوته های شاموتی تا دمای 1650 0C است .
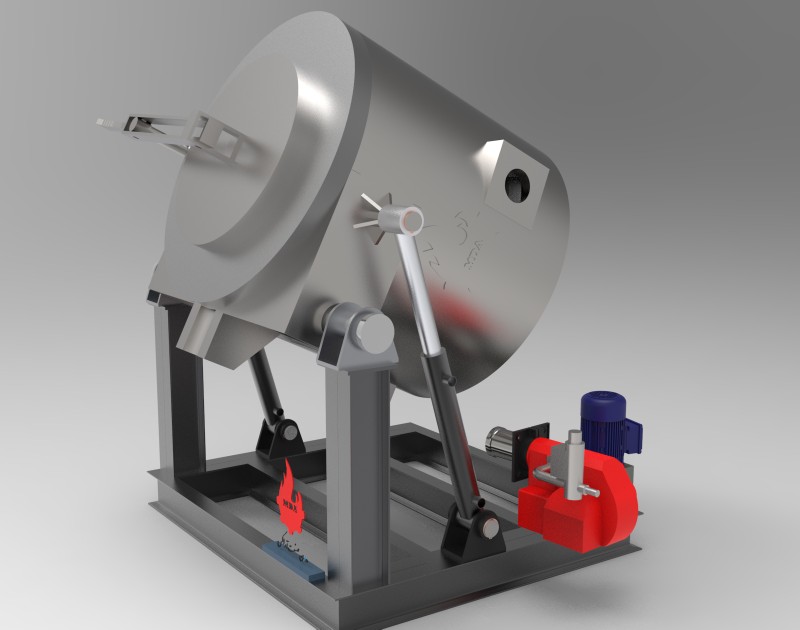
کوره های دوار :
کوره دوار جهت ذوب آلیاژهای آهنی و گاهی اوقات غیرآهنی مورد استفاده قرار می گیرد.کوره های دوار که برای ذوب چدن در سال 1930 در آلمان ساخته شد، و امروزه شرکتی در انگلستان به نام Manometer سازنده این نوع کوره ها است.
طرح ساختمان کوره :
این کوره ها شامل یک اسکلت فلزی که به شکل یک استوانه متصل به دو مخروط ناقص است و توسط فلنچ روی استوانه و مخروط ها به یکدیگر متصل می شود .
به طرف دهانه بزرگ مخروط ها و هر دو طرف استوانه فلنچ نصب شده و روی استوانه دو غلطک وصل می شود. غلطکهای محرک , کوره را با سرعت یک دور در دقیقه می چرخانند r.p.m1 و در ایران کوره هایی با سرعت تقریباًr.p.m 2 ساخته می شود . دهانه کوره باید طوری طراحی شود که شمشهای معمولی بتوانند از آن عبور کنند. در امتداد قطر و در وسط استوانه دو سوراخ جهت خروج مذاب ایجاد گردیده است.
در طراحی کوره های دوار بایستی نکات حائز اهمیت را در نظر گرفت: ازجمله اینکه طراحی کوره های دوار کمتر از ظرفیت مشخص امکان پذیر نیست،زیرا تامین هوای لازم برای کامل شدن سوخت در کوره های کمتر از ظرفیت مشخص امکان پذیر نیست.
جداره های کوره دوار:
در کوره های دوار شارژ کوره به صورت شمشهایی از دهانه کوره به داخل آن پرتاب می گردد، بنابراین جداره داخلی کوره بایستی آنقدر محکم باشد تا در مقابل ضربه ای که از پرتاب شمشهایی به وزن 8 تا 10 کیلوگرم به آن وارد می شود مقاومت کند.برای اینکار در درجه اول نسوزهای جداره داخلی بایستی خوب کوبیده شوند و پس از کوبیدن کاملاً زینتر شوند و در درجه دوم بارگیری و شارژ کوره هم به آهستگی و با کاردانی صورت گیرد.
پس از کوبیدن و افقی قرار دادن کوره بایستی نسوز ان خشک و زینتر شود. این عمل در زمان طولانی انجام می شود.بطوریکه ابتدا با هوای گرم رطوبت گل را به آهستگی کم می کنند ، سپس با شعله گازی آرام خشک می کنند تا ترک برندارد. پس از خشک کردن با گاز ،کوره را روشن کردن و آهسته آهسته شعله را زیاد می کنند تا به بهترین وجه کوره زینتر شود. در تمام این مدت از ابتدای خشک کردن تا زینتر نهایی کوره بایستی به آهستگی دوران کندتا تمام نقاط کوره به طور هماهنگ خشک و زینتر شود.
Rotary Furnace با ظرفیت های Kg 250 تا 15 تن مذاب چدن و تا 12 تن مذاب آلومینیوم می سازد . سوخت این نوع کوره ها گاز , گازوئیل و مازوت است . کوره هائی با ظرفیت کمتر با دست و کوره های با ظرفیت بیشتر به کمک جراثقیل شارژ می شوند. کوره روی جکهای مربوطه به اندازه 45 درجه بلند می شود و بعد از شارژ دوباره به جای خودش بر می گردد.
جداره نسوز این کوره ها برای ذوب چدن , خاک نسوز سیلیسی و برای ذوب آلیاژهای آلومینیوم خاک نسوز آلومینائی است .
اولین کوره در ایران در تسلیحات ارتش تهران توسط مهندس پسیان و مهندس گرنسر آلمانی ساخته شد و شروع به ذوب چدن نمود . در ایران ظرفیت Kg500 در ریخته گریهای چدن زیاد استفاده می شود , زیرا خاک نسوز داخل آن خاک سیلیسی بوده و قابل تهیه در داخل کشور است . چون بوته های گرافیتی کوره های زمینی قیمت بالایی دارد بیشتر از این کوره ها در ایران استفاده می شود. در یک طرف مخروط ناقص مشعل و در طرف دیگر دودکش است , در بعضی از طرح کوره ها دود از سقف کارگاه با کانالی خارج می شود و در تعدادی از آنها نیز دود توسط کانالهائی به زیرزمین کارگاه کشیده شده و از گرمای آن برای پیش گرم کردن هوای ورودی استفاده می کنند .
تجربه نشان می دهد که به راحتی می توان با استفاده از گرمای دود , هوای ورودی را حدود 250- 350 درجه سانتیگراد گرم کرد. این عمل باعث می شود راندمان حرارتی کوره بالا رفته و حدود 50 درجه سانتیگراد مذاب با حرارت بیشتر تولید شود.
کوره های کوپل:
کوره های کوپل متداولترین وسیله ذوب چدنهاست.کوره کوپل را می توان کوره نیمه مداوم به حساب آورد،بطوریکه از بالا مواد شارژ وارد کوره شده و از پایین(دهانه بارگیری) مذاب چدن خارج می گردد.
بدنه کوره تشکیل شده از استوانه فولادی که درون آن بوسیله یک جداره نسوز پوشانده شده است. اندازه قطر داخلی موثر آن 45 تا 215 سانتی متر است که بر حسب ظرفیت و سرعت ذوب آن تغییر می کند سرعت ذوب در این کوره ها بین 1 تا 30 تن بر ساعت متغیر است.
کوره های کوپل از آن دسته از کوره هایی است که در آن سوخت به طور مستقیم با شارژ در تماس است. بنابراین می تواند آنالیز مذاب را تغییر دهد.سوخت این نوع کوره ها بیشتر کک می باشد که امروزه به علت منابع سرشار گاز در ایران کوره های کوپل گازی گردیده اند.
بعد از کوره زمینی مرغوبترین چدن نسبت به کوره های دیگر از این کوره تهیه می شود .در بالای بوته ی کوره محفظه ای از هوای فشرده وجود دارد که تویرها به آن ختم می گردند. کوره های مختلف دارای تویرهای(زنبورکهای) مختلف از یک تا شش عدد میباشند. هر چه ظرفیت کوره بیشتر باشد مقدار هوای دمیده شده و در نتیجه تعداد تویرها بیشتر است.کوره مجهز به چشمی است که بوسیله آن رنگ شعله و در نتیجه حدود حرارت کوره مشخص می شود. در پایین ترین قسمت ورودی دیواره کوره سوراخی جهت خروج بار تعبیه شده که مذاب آماده ریخته گری از آن خارج می شود.بالاتر از دیچه خروج بار ؛دریچه ی دیگری جهت خروج سرباره تعبیه گردیده است.
پارس بوته با تکيه بر حدود 30 سال تجربه در زمينه واردات انواع بوته گرافیتی ریخته گری، از شرکت های مورگان، زیرکار و دیاموند و با بهترین کیفیت می باشد. از دیگر فعالیت های مهم این شرکت، تهیه انواع فلزات و مواد شیمیایی (مانند شمش روی و بوراکس دکا و پنتا) به شمار می رود
اگر سوال و یا نیاز به مشاوره رایگان در مورد محصولات فروشگاه دارید آماده پاسخگویی به شما عزیزان هستیم ...
سبد خرید شما خالی است.